
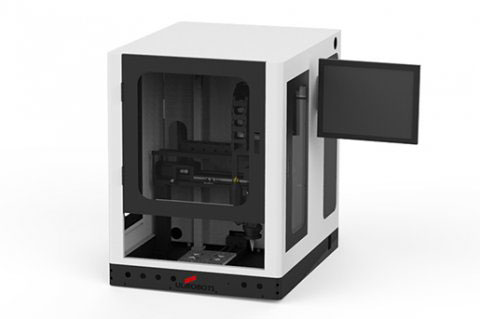
 ULS-231 桌面式精密激光锡焊
ULS-231 桌面式精密激光锡焊 ULS-81S旋转恒温精密激光锡
ULS-81S旋转恒温精密激光锡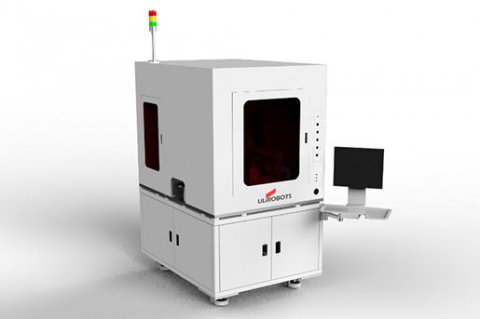 ULS-OL-81SP 在线式锡膏激光
ULS-OL-81SP 在线式锡膏激光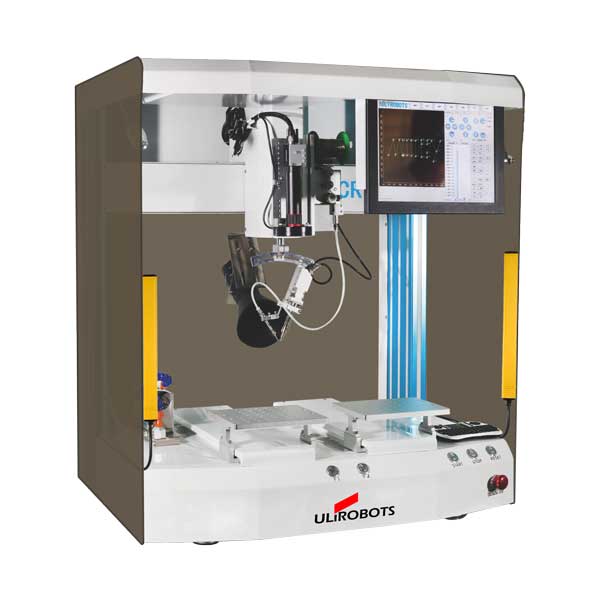 CR520双工位自动焊锡机
CR520双工位自动焊锡机
自动焊锡机工件表面的氧化物、污垢、油污等杂质会增加接触电阻。 过厚的氧化层甚至会导致电流无法通过。 局部传导会引起飞溅和表面烧毁。 由于电极的接触面积决定了电流密度,因此电极材料的电阻率和导热系数与热量的产生和损失有关。 因此,高温风扇电极的形状和材料对熔核的形成有显着影响。 随着电极头的变形磨损和接触面积的增加,焊点的强度会下降。 自动焊锡机参考工艺数据、自动焊锡机焊接时间设置中氧化层的存在,也会影响各焊点受热不均,导致焊接质量波动。 自动焊锡机的阻抗变化是由于电路的几何变化或次级电路中引入了不同数量的磁性金属。对于直流焊机,二次回路的阻抗变化对电流没有明显影响。焊接时间的作用是保证熔核的尺寸和焊点的强度。 焊点的强度在一定范围内可以相互补充。

1.硬规格或软规格的选择取决于所用焊机的性能、厚度和功率。不同性质和厚度的金属所需要的电流和时间有上下限,以实际为准。 电极压力的影响 电极压力对两电极间的总电阻R有显着影响。随着电极压力的增加,R显着降低,但焊接电流的增加幅度不大,这不能影响R减小引起的发热减少。焊点强度总是随着焊接压力的增加而降低。
2.解决方法是在增加焊接压力的同时增加焊接电流。由于电极形状和材料特性的影响,电极的接触面积决定了电流密度,而电极材料的电阻率和导热系数与热量的产生和损失有关。因此,电极的形状和材料对熔核的形成有显着影响。随着电极头的变形和磨损,接触面积增加,焊点强度会下降。 自动自动焊锡机的电极压力对两电极间的总电阻R有显着影响。随着电极压力的增加,R显着降低,但焊接电流的增加并不大,不会影响R减少发热。 因此,焊点的强度总是随着焊接压力的增加而降低。
3. 对于直流焊机,当二次回路阻抗变化对工件和电极没有明显影响时,工件的电阻取决于其电阻率。因此,电阻率是焊接材料的一个重要特性。 电阻率高的金属导电性差(如不锈钢)和导电性好的金属(如铝合金)。因此,不锈钢点焊易发热难散热,而铝合金点焊易发热难散热。 点焊时,前者可以使用较小的电流(几千安培),后者必须使用较大的电流(几万安培)。 电阻率不仅取决于金属的种类,还取决于金属的热处理状态、加工方法和温度
